以下是:漳州市龙海区#珩磨管#厂家直销的产品参数【九冶】持续拓展产品矩阵,现有云霄精密管大厂家实力看得见、东山精密管买的放心、南靖精密管专业供货品质管控等,满足不同场景需求。在漳州市龙海区采购#珩磨管#厂家直销请认准九冶管业(漳州市龙海区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【0527-88266222】)。 福建省,漳州市,龙海区 龙海区位于福建省东南沿海,福建第二大江九龙江出海口,西与漳州主城区毗邻,东临厦门湾区,具备“东承西接”的地理优势,是福建省改革开放和对台合作的前沿阵地,也是厦漳同城发展“桥头堡”,城区至漳州主城区20公里,与厦门市形成半小时经济圈、生活圈;与厦门近距离仅2海里,市区客运码头至厦门码头19海里、至厦门机场50公里,;是卫生城市、革命文物保护利用片区分县、节水型社会建设达标县、福建省文明城市。
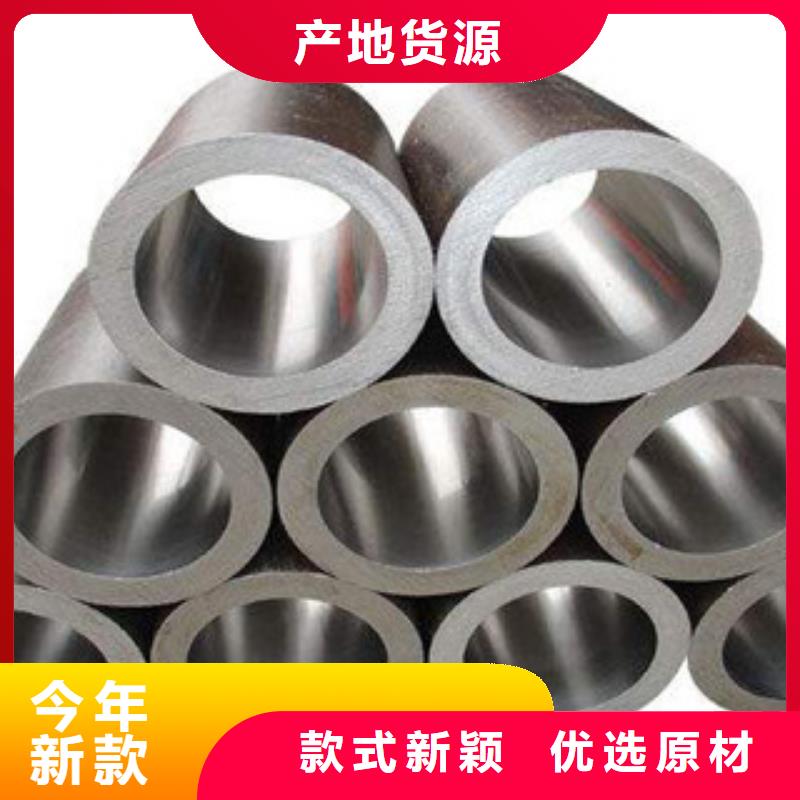
一分钟的时间,对于了解我们的#珩磨管#厂家直销产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。以下是:漳州龙海#珩磨管#厂家直销的图文介绍珩磨管中的珩磨工具
在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。
珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:
(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。
(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
珩磨管专业知识问答
有一种过程控制方法能缩短珩磨时间,易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。
系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
漳州龙海九冶管业有限公司经营理念:以人为本、质量好、信誉为先经营目标: 精密管交货准时、力求客户零投诉,以取得客户大限度的认可与信赖。
企业优势产品:站在客户角度从客户需求的各类 精密管产品出发进行合理设计,可为客户量身定做出优质 精密管产品;
销售:先进的销售理念,坚持真正薄利多销,把 精密管行业的价格打下来;
服务:用心为客户提供完美的售后服务,使每一个客户都能真正感受到贴心与超值。
主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。
选购#珩磨管#厂家直销来漳州市龙海区找九冶管业(漳州市龙海区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【0527-88266222】,地址:[经济技术开发区汇通物流园]。











